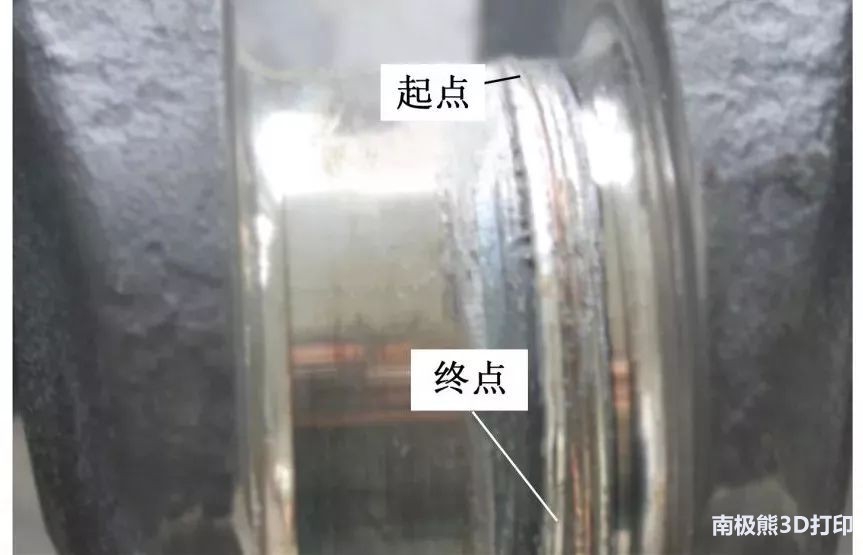
激光熔覆技術 激光熔覆技術是指將熔覆材料在高能密度激光束作用下,使其在基體表面迅速加熱并熔化,激光束移開后自激冷卻而形成修復層的技術,按其送粉方式的不同,可分為同軸送粉式與預置式。激光熔覆因具有冷卻速度快,熔覆層與基體呈冶金結合,熔覆粉末選擇范圍廣(Fe基、Co基、金屬陶瓷材料等)且熔覆層厚度范圍大等優點,被用于重載、大尺寸損傷件的再制造修復。合理的激光熔覆路徑及工藝參數可有效減少修復層內部的氣孔、裂紋等缺陷,提高表面平整度。圖1曲軸軸頸再制造修復圖
圖2灰鑄鐵缸蓋再制造修復圖
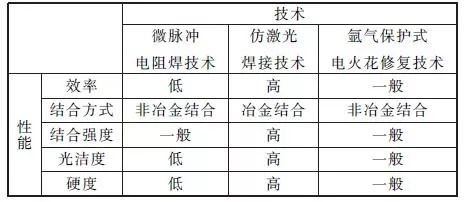
高性能的熔覆材料是提升再制造產品性能的關鍵。目前通過研發自熔性合金粉末、高熵合金粉末、復合材料粉末和陶瓷粉末不僅擴大了激光熔覆的應用范圍,同時提升了再制造產品的性能。新型冷焊技術 新型冷焊技術作為一種金屬表面修復技術,工作時采用斷續的高能電脈沖,在電極和工件之間形成瞬時電弧,使修補材料(片材、粉末、焊絲或電焊條等)與修復部位瞬時熔結,從而實現工件表面的再制造修復。相比于傳統的焊修技術,新型冷焊修復由于放電時間與間隔時間相比十分短,產生熱量少,且修復區域的熱量可通過零件快速傳遞到外界,因此修復區域不會產生熱集聚,可保持基體無熱變形且修復層性能優良,按其工作原理可分為微脈沖電阻焊技術、仿激光焊接技術、氬氣保護式電火花修復技術,三種技術的異同點如表1所示。
表1新型冷焊修復技術的異同點
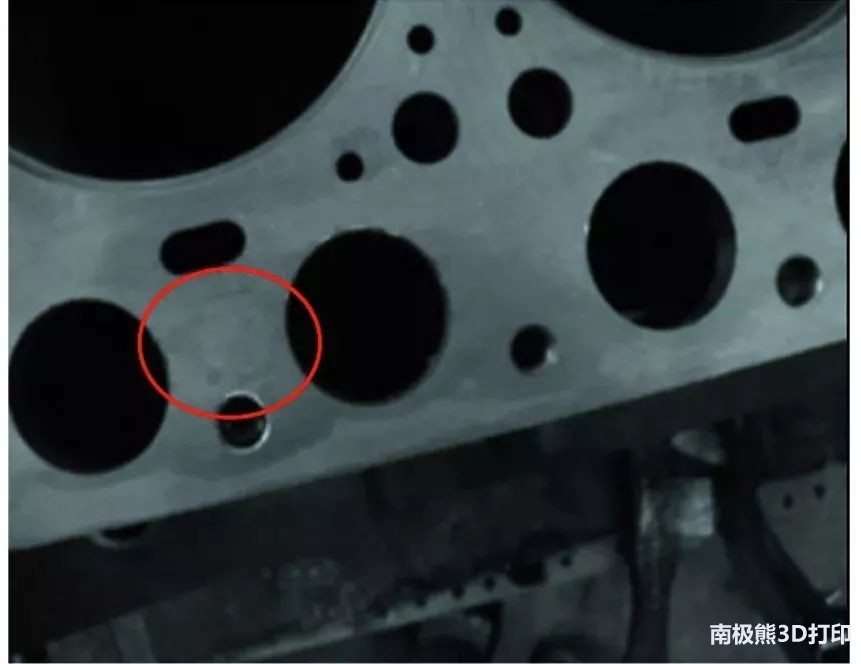
圖3 HT250缸體再制造修復圖
熱噴涂技術1等離子噴涂技術 等離子噴涂技術是利用等離子焰的熱能將引入的噴涂粉末加熱到熔融或半熔融狀態,并在等離子焰的作用下,使粉末高速撞擊到經處理的基體表面而沉積形成涂層的技術,由于其等離子弧焰流溫度可達10 000 K以上,因此可用于制備陶瓷基復合涂層,提升再制造零部件的抗磨損、抗高溫等性能。 目前,人們通過研制新材料、新工藝(如激光前處理制備織構、激光后處理重熔)及優化參數開發出了真空等離子噴涂技術、電磁加速等離子噴涂技術、超音速等離子噴涂技術,提高了涂層的結合強度,減少了孔隙率與微裂紋,提升了再制造產品的服役性能。但目前對等離子噴涂技術多以性能研究為主,尚未實現再制造修復的形性一體化調控,在如何進行減材加工方面尚需研究。 2電弧噴涂技術 電弧噴涂是以電弧為熱源,將融化的金屬絲用高速氣流霧化,并高速噴射到工件表面形成涂層的一種熱噴涂方法。相比于其他熱噴涂技術,電弧噴涂的熱效率可達60%,涂層結合強度高,生產成本低,被廣泛應用于曲軸、缸套等零件的再制造修復與性能提升中
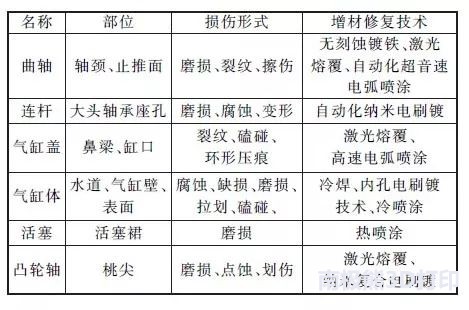
圖4自動化電弧噴涂機器人噴涂發動機曲軸
自動化高速電弧噴涂技術與噴涂路徑的規劃,提高了損傷曲軸的再制造修復效率;高性能的非晶、高熵、納米等新材料的研發,提高了修復層的性能,并降低了曲軸修復的成本,但如何提升噴涂材料利用率,改善噴涂環境,提高其智能化、現場化水平,開發新型體系化噴涂材料仍是電弧噴涂修復的研究重點。 電刷鍍技術 激光熔覆、熱噴涂等增材修復技術由于設備及工作原理的局限而不適用于內孔類零件(連桿大頭、氣缸體內壁)的再制造修復工作。連桿、氣缸體作為內燃機的核心零部件,造價高昂,加工不便,利用電刷鍍技術可實現上述零件的再制造修復并提高其性能。電刷鍍技術是借助電化學方法,以浸滿鍍液的鍍筆為陽極,使金屬離子在陰極(工件)表面上放電結晶,形成金屬覆蓋層的工藝過程,具有沉積速度快、鍍層厚度可控、殘余應力及變形小等特點。 自動化電刷鍍設備的應用、新型納米鍍液的研發、電刷鍍工藝參數的優化,均可有效提高鍍層的性能與再制造修復效率,但目前仍難以控制鍍層表面粗糙度及尺寸精度,需對修復件進行珩磨后處理加工,且電刷鍍液常呈酸性,甚至帶有毒性,需對廢棄鍍液回收后處理,增加了再制造成本。如何實現鍍液的綠色化、修復層的精確化及開發新型納米晶合金電刷鍍,建立電刷鍍激光熔覆等復合技術與裝備,實現損傷部件的精準免后處理修復,提高電刷鍍修復質量與效率,是今后研究的方向。總結與展望下表總結了目前增材修復技術在內燃機零部件再制造修復方面的應用情況。 增材修復技術雖初步形成體系,但隨著其他技術的發展,未來增材修復技術會朝著智能化、復合化和現場化的方向發展,以實現損傷零部件的尺寸恢復與性能提升。基于以上綜述,對增材制造技術作以下展望。
(1)智能化。將人工智能的相關理論和技術融入到再制造領域中,輔助再制造過程的推理、判斷和決策,可有效提高再制造成形過程中的質量與效率。開發基于人工智能的再制造知識系統,實現對不同損傷零部件修復工藝與路徑的定制化選擇;基于先進的傳感器技術,實現修復過程的動態監測,保證修復層形貌的均勻穩定。(2)復合化。增材修復精度較低,難以滿足零部件表面形貌要求,開發增材修復與銑削復合技術、非光滑表面的精密低應力電解加工技術對提高零部件再制造效率,降低企業成本具有重要意義。開展多能場復合增材修復工藝,如:激光熔覆冷噴涂復合,熱噴涂與電鍍復合,增材修復技術與電磁場復合等,可有效提高修復效率,提升修復層性能。(3)現場化。重型內燃機(如海工裝備、艦艇用內燃機等)附加值高,停機成本高昂,拆卸不便,不適合離線再制造修復,同時相關增材系統復雜且便攜性差,限制了損傷零件的現場再制造修復。開發基于機器人的柔性現場增減材修復設備,建立面向損傷區域的三維掃描與修復路徑規劃集成軟件,是實現重型內燃機現場再制造修復的有效方式。
轉載自南極熊,版權歸原出處所有