發布日期:2019-04-19 08:22:57
為什么隨形冷卻?
注射成型過程中,冷卻所占比例約為成型周期的60%,因此冷卻周期很大程度上直接影響到生產周期。生產周期的降低可以大幅度提高生產效率,從而節約對注塑機設備、場地和人員的投資。大幅降低制造成本,提高模具企業的利潤。傳統生產加工中,我們所采用的冷卻管道為橫平豎直樣式,很多區域受到現有加工技術限制不能做冷卻管路,這樣極大了影響了最終成型周期及產品質量。隨形冷卻采用粉末逐層燒結技術,這就賦予了設計的自由性,讓管路隨著產品的外形布局,讓設計者不再受加工技術的限制,讓所想即所見成為現實。
隨型冷卻水路基本設計準則
1) 水路的直徑:通常水路直徑在大于?1時才能起到冷卻效果。
2) 橫截面面積:盡管3D打印可以定制形狀,但是在設計水路橫截面是應保證水路截面積保持不變,從而保證恒定體積的冷卻液通過管道。
3) 與模具表面的距離:一般傳統水路管壁到膠位的最小距離為水路直徑的1-1.5倍。但是3D水路運用的案例一般局部距離較為局促,我們需要保證水路到膠位的距離不變(一般最小為2MM),從而達到均勻的冷卻效果。
4) 冷卻水路長度:盡管3D打印水路不存在傳統加工時的鉆頭鉆偏錯位,但是3D水路也不宜過長,以便冷卻水快速的進出,保證熱量被快速帶走。
5) 冷卻分支:盡管多分支水路視覺沖擊感很強,但是實際成產中往往會遇到很多不可察覺的問題。
不同形式的隨形冷卻分類
1) 有分支的隨型冷卻設計
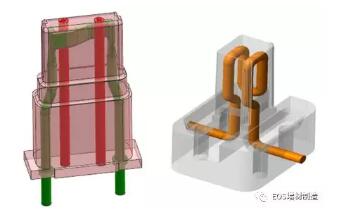
2) 無分支的隨型冷卻設計
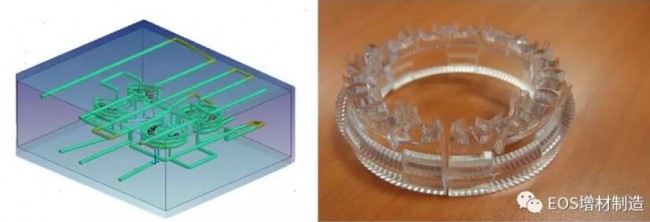
3) 柵格類隨形冷卻設計
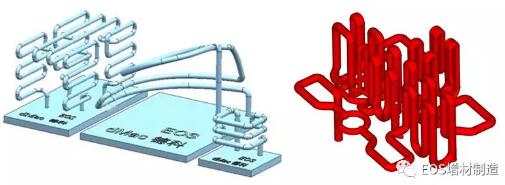
![]() 有分支的隨型冷卻設計:
有分支的隨型冷卻設計:
a) 減少了進出水的接口數量
b) 設計難度相對來說稍大
c) 堵塞后難以清潔、疏通
d) 容易產生“死水”
![]() 無分支的隨型冷卻設計:
無分支的隨型冷卻設計:
a) 最常見的設計形式
b) 設計的簡便性
c) 穩定的水流量
d) 清潔的便利
![]() 柵格類的隨形冷卻設計:
柵格類的隨形冷卻設計:
a) 適用于一些位置狹窄的模具鑲件冷卻
b) 減少了進出水接口的數量
c) 很容易堵塞
d) 生銹或堵塞后難以清理
e) 容易產生“死水”
f) 降低鑲件的機械強度
![]() 案例分享
案例分享
協助客戶改善汽車燈的問題
挑戰:壁厚較厚的產品容易造成周期長,產品內部容易出現問題
結果:采用隨形冷卻優化,將循環時間從600s減少到120s,提高產品質量。
來源:3D科學谷 版權歸原出處所有