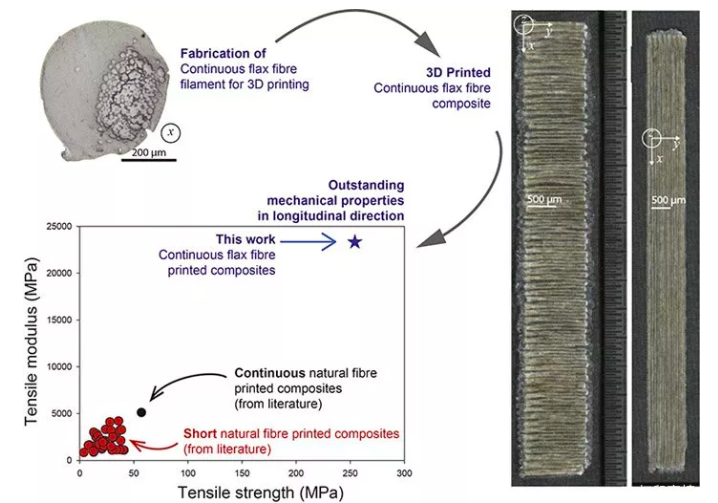
在“用于結構應用的連續(xù)亞麻纖維增強生物復合材料的3D打印”的研究中,作者A Le Duigou,A。Barbé,E。Guillou和M. Castro等人對在PLA等長絲的3D打印中使用亞麻等天然材料越來越感興趣。 研究人員以FDM 3D打印為研究對象,通過加入連續(xù)亞麻纖維/聚乳酸(CFF/PLA)復合長絲,制備出力學性能最佳的生物復合材料。他們創(chuàng)造了一種定制的擠出技術,用于復合材料,作者稱,該技術“證明了紗線在橫截面內的均勻分布,而扭曲的亞麻紗則導致中尺度的富纖維區(qū)域。”研究小組對用亞麻制造一種新的復合材料很感興趣,因為它的力學性能“很有前途”-通常很難找到所需的所有合適的品質。他們解釋說,許多生物復合材料今天很受歡迎,但在使用許多不同的天然纖維時,其力學性能仍然不太合適。研究人員說:“CFF/PLA的拉伸模量和強度值超過了目前唯一公布的連續(xù)天然纖維打印復合材料的拉伸模量和強度值的4.5倍以上。”“拉伸性能與連續(xù)玻璃纖維/聚酰胺(PA)打印復合材料的拉伸性能相同,為生物復合材料在結構應用中的應用鋪平了道路。其最弱之處在于其橫向性能仍比類似的亞麻/PLA熱壓縮復合材料差。” 其他纖維復合材料如玻璃、碳和芳綸也正在研究中,以提高3D打印性能,因為材料被“浸漬”以產生更好的結構。使用現場定制的Prusa i3 3D打印機,一個控制風扇旋轉的Arduino卡,以及Simplify 3D軟件,研究人員創(chuàng)建了一些可以進行評估的樣本,并與之前的研究結果進行了比較。生產連續(xù)亞麻/PLA長絲的擠出工藝參數
作為一種紗線,亞麻是紡織品應用中復合材料的明顯選擇——可以提高織造強度。然而,作者指出,在“扭曲的結構”中觀察到纖維束,影響了孔隙率和整體微觀結構。“此外,亞麻紗線顯示出與長絲中心的偏差,這似乎是由于共擠出頭造成的。實際上,在共擠出過程中,聚合物流向垂直于亞麻紗,這導致其定位在長絲的邊緣。”作者說。“試驗結果表明,長絲內纖維體積含量超過35%,導致難以獲得高質量的打印樣品。因此,在目前的工作中,所開發(fā)的cFF/PLA長絲含有較低的體積分數,為30.4±0.8%(wf≈34.5%),這接近商用高性能碳/聚酰胺長絲。印花長絲不影響纖維含量,因此cFF/PLA生物復合材料的纖維含量與長絲相似。”與以下方面相比,縱向性能得到改善:·純PLA(剛度為×7,強度為×4.5)·不連續(xù)天然纖維增強3D打印生物復合材料(剛度為×11,強度為×10)·連續(xù)黃麻/PLA打印生物復合材料的可用數據(剛度為×4.5,強度為×4.5)研究人員認為,這些特性可以通過亞麻固有的更高機械性能,更高的纖維紗線高寬比,以及更好的纖維含量和整體均勻性來解釋。 “非線性拉伸行為是天然纖維單向復合材料的典型特征,其性能與熱壓縮,VARTM和AFP制造的長亞麻纖維復合材料以及商業(yè)3D打印機生產的連續(xù)玻璃/ PA復合材料相媲美。如此高的測量性能為結構應用開辟了3D打印生物復合材料,“研究人員總結道。“cFF/PLA打印復合材料的最弱之處是它們的橫向性能仍然低于類似的亞麻/ PLA熱壓縮復合材料。在拉伸試驗中觀察到的損傷機理與在長絲展開的連續(xù)合成纖維/聚合物打印復合材料中觀察到的相似。(a)連續(xù)亞麻纖維/ PLA(cFF/PLA)長絲的微觀結構;(b)未經測試的cFF/PLA樣品橫截面的SEM顯微照片;(c)橫向打印的cFF/PLA(90°);(d)cFF/PLA縱向打印(0°)。面板d的細節(jié)顯示(e)環(huán)重疊和(f)規(guī)則環(huán)。
在過去幾年中,與3D打印相關的材料科學已經取得了長足的進步。雖然桌面機用戶的普及程度不斷提高,研究人員和工業(yè)制造商繼續(xù)使用像PLA這樣的燈絲,但現在正在用各種其他材料如石墨烯、連續(xù)纖維甚至木材來制造復合材料。(a)縱向;(b)cFF/PLA打印部件的橫向斷裂的宏觀圖像;(c)cFF/PLA打印部件的縱向橫向斷裂;(d)cFF/PLA打印部件的橫向斷裂的SEM顯微照片。白色箭頭證明纖維束剝離和基質失效。
轉載自南極熊3D打印,版權歸原出處所有 如有侵權請立即聯系刪除